



弧焊是電弧在焊劑層下進(jìn)行焊接的方法,這種方法是利用焊絲與焊件之間在焊劑層下燃燒的電弧產(chǎn)生熱量,熔化焊絲、焊劑和母材金屬而形成焊縫,連接被焊工件。在埋弧焊中,顆粒狀焊劑對(duì)電弧和焊接區(qū)起保護(hù)和合金化作用,而焊絲則用作填充金屬。
埋弧過程原理如圖1所示。焊絲和工件分別與焊接電源的輸出端相接。
焊絲由送絲機(jī)構(gòu)連續(xù)向覆蓋焊劑的焊接區(qū)給送,電弧引燃后,焊劑、焊絲和母材在電弧熱的作用下立即熔化并形成熔池,熔化的熔渣覆蓋住熔池金屬及高溫焊接區(qū),起良好的保護(hù)作用,未熔化的焊劑亦具有隔離空氣屏蔽電弧光和熱的作用,并提高了電弧的熱效率。
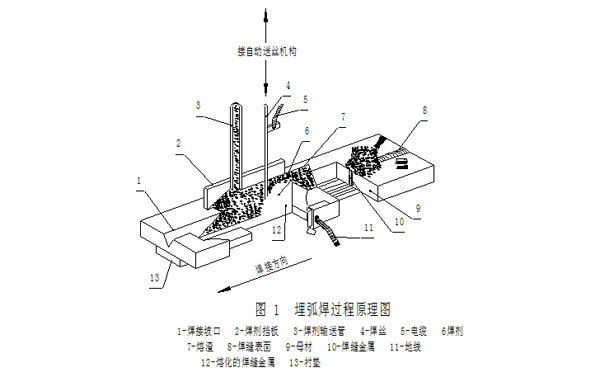
熔融的焊劑與熔化金屬之間可產(chǎn)生各種冶金反應(yīng),正確地控制這些冶金反應(yīng)的進(jìn)程,可以獲得化學(xué)成分、力學(xué)性能和純度符合預(yù)定技術(shù)要求的焊縫金屬。同時(shí)焊劑的成分也影響到電弧的穩(wěn)定性,電弧柱的高溫度以及熱分布。熔渣的特性也對(duì)焊道外表的成形起一定的作用。
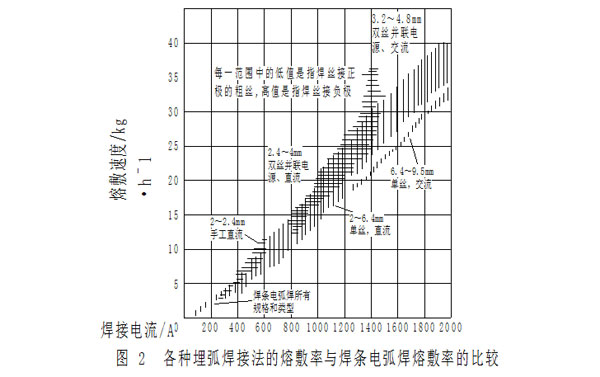
埋弧焊時(shí)可以采用較短的焊絲伸出長(zhǎng)度并可在焊接過程中基本保持不變,焊絲可以較高的速度自動(dòng)給送,因此可以采用大電流進(jìn)行焊接,從而可達(dá)到相當(dāng)高的熔敷率。圖2對(duì)比了手工弧焊和各種埋弧焊方法的熔敷率,埋弧焊的熔敷率可比手工電弧焊高1-10倍;其次,埋弧焊是一種高電流密度焊接法,具有深熔的特點(diǎn),一次熔透深度可達(dá)20mm以上,因此,它是一種高生產(chǎn)率焊接法。
手工埋弧焊時(shí),焊絲由送絲機(jī)構(gòu)通過軟管給送,焊頭的移動(dòng)由焊工手工操作并控制焊接速度。埋弧焊時(shí),整個(gè)焊接過程,如啟動(dòng)、引弧、送絲、焊機(jī)(或工件)移動(dòng)以及焊接結(jié)束時(shí)填滿弧坑等全由焊機(jī)機(jī)械化控制,焊工只需按動(dòng)相應(yīng)的按鈕。
綜上所述,埋弧焊接法具有下列主要特點(diǎn):第 一,埋弧焊是一種高 效焊接法,不僅熔敷率高,而且具有深熔能力,30mm以下的對(duì)接接頭可以不開坡口或開淺坡口焊成全焊透的焊縫;第二,埋弧焊時(shí)電弧及焊接區(qū)受到良好的保護(hù)、焊縫質(zhì)量?jī)?yōu)良,致密性好,且焊縫外觀平整光滑,易于控制焊道的成形,能夠滿足對(duì)焊縫各種性能的要求;第三,簡(jiǎn)化坡口準(zhǔn)備,節(jié)省大量的焊接材料;第四,焊接過程無弧光刺激,易于實(shí)現(xiàn)焊接過程的機(jī)械化、自動(dòng)化,改善了焊工的勞動(dòng)強(qiáng)度。
| 下一條:MIG/MAG CO2弧焊機(jī)保養(yǎng)方法 |

 電話
電話
 產(chǎn)品中心
產(chǎn)品中心
 解決方案
解決方案
 聯(lián)系我們
聯(lián)系我們